 ENG
ENG 
1. Peranan dan aplikasi Mesin pengacuan suntikan PVC
Sebagai peralatan teras industri pemprosesan plastik, mesin pengacuan suntikan PVC memainkan peranan penting dalam bidang pembuatan industri hari ini. Polivinil klorida (PVC), sebagai bahan termoplastik serba boleh, kos efektif dan tahan lama, digunakan secara meluas dalam pelbagai bidang seperti pembinaan, perubatan, kereta dan barangan pengguna melalui proses pengacuan suntikan.

Mesin pengacuan suntikan PVC ialah peralatan pengacuan suntikan khas yang digunakan khas untuk memproses bahan polivinil klorida, yang menduduki kedudukan yang tidak boleh diganti dalam industri pemprosesan plastik. Menurut statistik data industri, kira-kira 23% daripada pengeluaran acuan suntikan plastik dunia melibatkan bahan PVC, terutamanya dalam bidang paip bangunan, peralatan perubatan dan wayar dan kabel, nisbah aplikasi mesin pengacuan suntikan PVC adalah setinggi lebih daripada 60%. Di sebalik aplikasi luas ini adalah kelebihan prestasi unik bahan PVC itu sendiri dan gabungan proses pengacuan suntikan yang cekap.
Fungsi utama mesin pengacuan suntikan PVC adalah untuk mengubah bahan mentah menjadi produk plastik dengan saiz yang tepat dan ciri fungsi melalui tiga peringkat utama: pemplastikan pemanasan, suntikan tekanan tinggi dan pengacuan acuan. Berbanding dengan mesin pengacuan suntikan am, mesin pengacuan suntikan PVC dioptimumkan untuk ciri-ciri bahan PVC, dan berkesan boleh mengatasi kesukaran teknikal dalam pemprosesan PVC, seperti kestabilan terma yang lemah, kelikatan cair yang tinggi, dan penguraian yang mudah. Dalam industri pembinaan, kelengkapan paip, sambungan, dan aksesori pintu dan tingkap yang dihasilkan oleh mesin pengacuan suntikan PVC mempunyai rintangan cuaca dan kestabilan kimia yang sangat baik; dalam bidang perubatan, produk seperti beg infusi dan kateter yang dibentuk oleh acuan suntikan PVC memenuhi keperluan biokompatibiliti yang ketat.
Dari perspektif rantaian industri, mesin pengacuan suntikan PVC berada di tengah-tengah antara bahan mentah dan aplikasi terminal, dan tahap teknikalnya secara langsung mempengaruhi kualiti dan kos pengeluaran produk akhir. Mesin pengacuan suntikan PVC yang berkelayakan biasanya terdiri daripada komponen utama seperti sistem suntikan, sistem pengapit acuan, sistem hidraulik, sistem kawalan, dan sistem kawalan suhu. Kerja yang diselaraskan sistem ini memastikan bahawa bahan PVC dapat menyelesaikan proses pengacuan di bawah keadaan optimum. Dengan peningkatan keperluan perlindungan alam sekitar dan pertumbuhan keperluan perubatan, mesin pengacuan suntikan PVC berkembang dalam arah yang lebih tepat, penjimatan tenaga dan pintar.
Kekhususan industri mesin pengacuan suntikan PVC juga ditunjukkan dalam kebolehsuaian mereka kepada rumusan bahan. PVC, sebagai plastik yang sifatnya boleh diselaraskan dengan bahan tambahan, dibahagikan kepada dua kategori: PVC tegar (RPVC) dan PVC fleksibel (FPVC). PVC tegar mempunyai kekuatan dan ketegaran yang tinggi dan sering digunakan dalam bahan binaan; manakala PVC fleksibel menjadi lembut dan elastik kerana penambahan plasticizer, dan sesuai untuk produk seperti paip perubatan. Mesin pengacuan suntikan PVC perlu dapat mengendalikan kedua-dua jenis bahan yang jauh berbeza ini, yang memerlukan peralatan mempunyai tetingkap proses yang lebih luas dan keupayaan pelarasan parameter yang lebih fleksibel. Pada masa yang sama, dengan peraturan alam sekitar yang semakin ketat, penggunaan penstabil bebas plumbum dan pemplastik mesra alam baharu juga telah mengemukakan keperluan teknikal baharu untuk mesin pengacuan suntikan PVC.
Dari segi faedah ekonomi, mesin pengacuan suntikan PVC menyediakan pengeluar dengan penyelesaian pengeluaran yang sangat kompetitif. Berbanding dengan pemprosesan logam atau proses pengacuan plastik lain, pengacuan suntikan PVC mempunyai kelebihan kitaran pendek, penggunaan bahan yang tinggi, dan permintaan buruh yang rendah, yang amat sesuai untuk pengeluaran produk piawai berskala besar. Mengambil kelengkapan paip PVC dalam industri pembinaan sebagai contoh, kapasiti pengeluaran harian mesin pengacuan suntikan PVC bersaiz sederhana boleh mencapai 5,000-8,000 keping, dan ralat berat produk boleh dikawal dalam ± 0.5%. Ketepatan dan kecekapan sedemikian sukar dicapai dengan proses lain. Di samping itu, mesin pengacuan suntikan PVC juga mempunyai ciri-ciri jangka hayat acuan yang panjang (biasanya sehingga 500,000 hingga 1 juta kali) dan penggunaan tenaga yang agak rendah (kira-kira 40% penjimatan tenaga berbanding tuangan die logam), yang seterusnya mengurangkan kos pengeluaran.
Dengan perkembangan berterusan trend "plastik menggantikan keluli", kepentingan mesin pengacuan suntikan PVC akan diserlahkan lagi. Terutama dalam bidang aplikasi mengejar ringan, rintangan kakisan dan kawalan kos, produk acuan suntikan PVC sentiasa menggantikan bahan tradisional. Sebagai peralatan utama untuk mencapai transformasi ini, inovasi teknologi dan pengembangan pasaran mesin pengacuan suntikan PVC akan terus menarik perhatian industri.
2. Prinsip kerja dan aliran proses mesin pengacuan suntikan PVC
Prinsip kerja mesin pengacuan suntikan PVC adalah berdasarkan ciri pengacuan termoplastik. Dengan tepat mengawal parameter seperti suhu, tekanan dan kelajuan, bahan mentah PVC ditukar kepada produk bentuk yang dikehendaki. Proses ini mengintegrasikan teknologi pelbagai disiplin seperti kejuruteraan mekanikal, sains bahan dan kawalan automatik untuk membentuk sistem pemprosesan yang kompleks dan tepat. Memahami prinsip kerja mesin pengacuan suntikan PVC adalah penting untuk mengoptimumkan proses pengeluaran dan meningkatkan kualiti produk.
Komposisi dan fungsi sistem
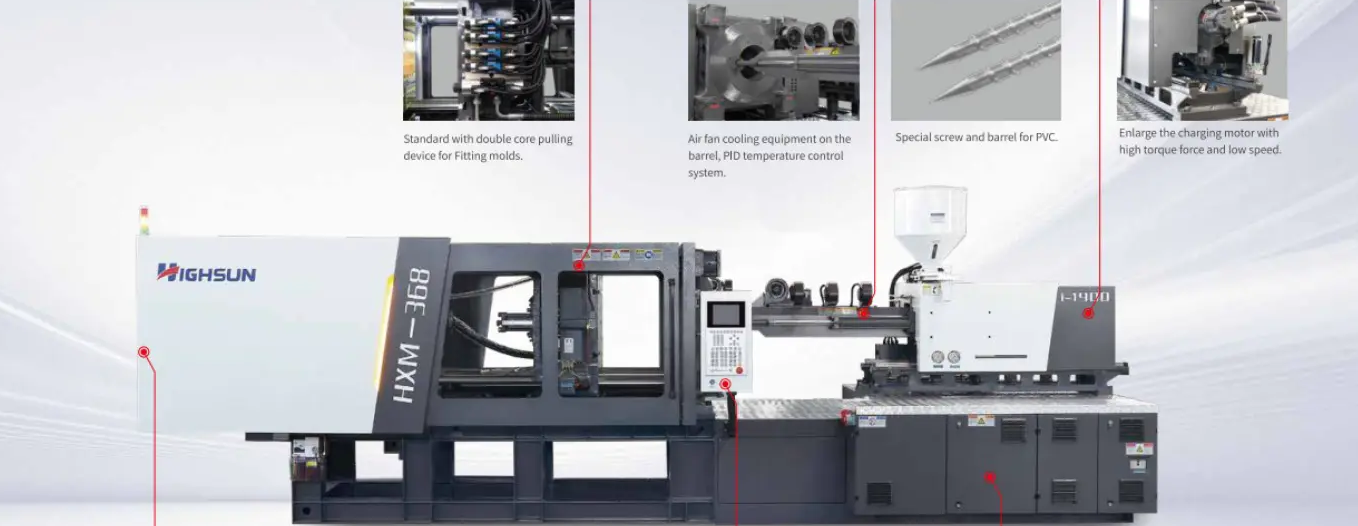
Mesin pengacuan suntikan PVC terutamanya terdiri daripada lima sistem: sistem suntikan, sistem pengapit, sistem hidraulik, sistem kawalan dan sistem kawalan suhu. Sistem suntikan bertanggungjawab untuk pemplastikan dan suntikan bahan PVC. Ia adalah bahagian teras peralatan dan termasuk komponen utama seperti corong, tong, skru dan muncung. Tidak seperti mesin pengacuan suntikan am, skru mesin pengacuan suntikan PVC biasanya mempunyai reka bentuk khas, dengan nisbah panjang-ke-diameter (L/D) yang kecil (biasanya antara 18:1 dan 22:1) dan nisbah mampatan rendah (kira-kira 1.8-2.5) untuk mengurangkan input haba ricih kepada bahan PVC sensitif haba. Sistem pengapit menyediakan bukaan dan penutupan acuan dan daya pengapit untuk memastikan acuan tidak ditolak terbuka oleh tekanan cair semasa proses pengacuan. Bentuk strukturnya termasuk jenis togol, jenis hidraulik dan jenis elektrik. Sistem hidraulik menyediakan kuasa untuk keseluruhan mesin dan mengawal pergerakan setiap penggerak; sistem kawalan bertanggungjawab untuk penetapan parameter, kawalan program dan pemantauan proses; sistem kawalan suhu mengekalkan suhu tepat tong dan acuan, yang amat penting untuk bahan sensitif haba seperti PVC.
Analisis kitaran kerja
Pengacuan suntikan PVC adalah proses kitaran, dan setiap kitaran mengandungi satu siri tindakan yang teratur. Mengikut piawaian industri, kitaran kerja yang lengkap merangkumi peringkat berikut: penutupan acuan → suntikan → pegangan tekanan → penyejukan → pemplastikan → pembukaan acuan → pelepasan produk.
Pada peringkat penutupan acuan, acuan ditutup di bawah tekanan tinggi, dan daya pengapit dikira berdasarkan kawasan unjuran produk dan tekanan suntikan, biasanya 30-80MPa. Pada peringkat suntikan, skru bergerak ke hadapan untuk menyuntik PVC cair di hujung hadapan tong ke dalam rongga acuan pada tekanan tinggi (biasanya 80-180MPa) dan kelajuan tinggi. Proses ini berlangsung selama beberapa saat, dan kelajuan suntikan boleh dikawal dalam bahagian untuk menyesuaikan diri dengan struktur produk yang kompleks. Mengekalkan tekanan tertentu dalam peringkat pegangan tekanan untuk menambah bahan yang dikurangkan akibat pengecutan penyejukan adalah penting untuk ketepatan dimensi dan kualiti permukaan produk. Peringkat penyejukan membolehkan produk menjadi kukuh dalam acuan, dan masa bergantung pada ketebalan dinding dan kecekapan penyejukan. Dalam peringkat pemplastikan, skru berputar untuk mengangkut dan mencairkan bahan baharu ke hadapan untuk bersedia untuk kitaran seterusnya, dan berundur ke kedudukan yang ditetapkan pada masa yang sama. Akhirnya, acuan terbuka, dan mekanisme pelepasan merobohkan produk untuk melengkapkan kitaran.
Jadual: Julat parameter proses biasa untuk pengacuan suntikan PVC
| Kategori parameter | PVC tegar (RPVC) | PVC lembut (FPVC) | Kesan utama |
| Suhu tong(℃) | 160-190 | 150-180 | Kecairan cair, risiko penguraian haba |
| Suhu acuan (℃) | 30-50 | 20-40 | Kadar penyejukan, gloss permukaan |
| Tekanan suntikan (MPa) | 80-150 | 70-130 | Integriti pengisian acuan, tekanan dalaman |
| Tekanan pegangan (MPa) | 40-80 | 30-60
| Pengecutan, ketepatan dimensi |
| Kelajuan skru (rpm) |
30-70 | 25-60
| Kualiti pengplastikan, haba ricih |
| Tekanan belakang (MPa) | 3-10 | 2-8 | Ketumpatan cair, kecekapan pemplastikan |
- Keanehan Pemprosesan PVC
Pengacuan suntikan PVC mempunyai perbezaan proses yang ketara berbanding dengan plastik umum seperti PP dan PE, yang terutamanya disebabkan oleh sifat bahan PVC. PVC mempunyai kestabilan terma yang lemah dan mudah terurai untuk membebaskan hidrogen klorida (HCl) pada suhu tinggi. Oleh itu, tetingkap suhu pemprosesan adalah sempit, biasanya dikawal dalam julat 150-190°C, yang jauh lebih rendah daripada suhu penguraian teorinya (kira-kira 210°C). Untuk menghadapi cabaran ini, mesin pengacuan suntikan PVC biasanya dilengkapi dengan sistem kawalan suhu yang lebih tepat, dengan ketepatan kawalan suhu zon sehingga ±1°C, dan reka bentuk skru khas untuk mengurangkan pemanasan ricih. Pada masa yang sama, leburan PVC mempunyai kelikatan yang tinggi dan sifat aliran yang lemah, memerlukan tekanan suntikan yang lebih tinggi (biasanya 20-30% lebih tinggi daripada PP) untuk mengisi sepenuhnya acuan. Di samping itu, bahan tambahan dalam formula PVC seperti penstabil dan pelincir boleh membentuk deposit dalam tong, jadi mesin pengacuan suntikan PVC memerlukan pembersihan dan penyelenggaraan yang lebih kerap.
- Prinsip Pengplastisan dan Suntikan
Proses pemplastikan PVC adalah proses kompleks transformasi keadaan fizikal. Selepas zarah PVC pepejal memasuki tong dari corong, ia mengalami perubahan daripada keadaan berkaca, keadaan anjal tinggi kepada keadaan aliran likat di bawah pemanasan dan ricih. Putaran skru menghasilkan aliran seretan untuk mengangkut bahan ke hadapan, manakala tindakan ricih dan pemanasan luaran secara beransur-ansur mencairkan PVC. Oleh kerana PVC ialah bahan kutub, tingkah laku leburnya berbeza daripada plastik bukan kutub seperti PE, dan memerlukan input tenaga yang lebih tinggi. Pada penghujung pengplastikan, PVC cair terkumpul di hujung hadapan skru, menolak skru kembali ke kedudukan yang ditetapkan. Pada peringkat suntikan, skru diubah menjadi pelocok, dan leburan disuntik ke dalam rongga acuan pada kelajuan malar atau kelajuan bersegmen di bawah tolakan silinder hidraulik. Kelakuan aliran leburan PVC dalam rongga acuan dipengaruhi oleh suhu acuan, reka bentuk pelari dan parameter suntikan. Tetapan proses yang munasabah boleh mengelakkan kecacatan seperti tanda semburan dan garisan kimpalan.
- Perkara utama kawalan proses
Pengacuan suntikan PVC yang berjaya bergantung pada kawalan tepat parameter utama. Kawalan suhu adalah faktor utama. Tong biasanya dibahagikan kepada 3-5 zon suhu. Kecerunan suhu meningkat dari port suapan ke muncung, tetapi suhu maksimum tidak melebihi 190°C untuk mengelakkan penguraian. Kelajuan suntikan mempengaruhi mod pengisian cair dan orientasi molekul. Produk berdinding tebal harus diisi pada kelajuan rendah untuk mengurangkan tekanan sisa, manakala bahagian berdinding nipis memerlukan suntikan berkelajuan tinggi untuk mengelakkan pembekuan pramatang. Penetapan tekanan pegangan dan masa secara langsung mempengaruhi kadar pengecutan dan kestabilan dimensi produk, dan perlu dioptimumkan mengikut struktur produk dan sifat bahan. Masa penyejukan menyumbang 60-70% daripada keseluruhan kitaran. Mengoptimumkan reka bentuk saluran air penyejuk boleh meningkatkan kecekapan pengeluaran. Mesin pengacuan suntikan PVC kebanyakannya menggunakan sistem kawalan gelung tertutup untuk memantau dan melaraskan parameter ini dalam masa nyata untuk memastikan kestabilan proses dan konsistensi produk.
Prinsip kerja mesin pengacuan suntikan PVC merangkumi gabungan sempurna reka bentuk mekanikal dan sains bahan. Dengan tepat mengawal proses termodinamik dan reologi, bahan mentah PVC ditukar kepada produk plastik dengan fungsi yang berbeza. Menguasai prinsip ini adalah asas teori untuk mengoptimumkan proses pengeluaran dan menyelesaikan masalah kualiti.
3. Ciri-ciri peralatan dan kelebihan teknikal mesin pengacuan suntikan PVC
Sebagai sejenis peralatan pemprosesan plastik khas, mesin pengacuan suntikan PVC mempunyai satu siri reka bentuk unik yang sepadan dengan sifat bahan. Ciri-ciri ini membolehkannya menunjukkan kelebihan teknikal yang ketara apabila memproses bahan PVC. Daripada struktur mekanikal kepada sistem kawalan, setiap pautan mesin pengacuan suntikan PVC mencerminkan reka bentuk yang teliti untuk keperluan khas pemprosesan PVC.
- Reka bentuk skru khas
Ciri teras mesin pengacuan suntikan PVC adalah struktur skru khasnya. Berbanding dengan skru mesin pengacuan suntikan biasa, skru khas PVC mempunyai ciri-ciri berikut: nisbah aspek kecil (L/D) (biasanya antara 18:1 dan 22:1), mengurangkan masa kediaman bahan; nisbah mampatan rendah (kira-kira 1.8-2.5), sesuai untuk serbuk PVC atau zarah mudah mampat; alur skru dalam, mengurangkan kadar ricih dan penjanaan haba geseran; menambah bahagian penghalang atau kepala pencampuran untuk meningkatkan keseragaman cair. Reka bentuk ini berkesan menyelesaikan masalah kestabilan terma PVC yang lemah dan mengelakkan terlalu panas dan penguraian bahan semasa pemplastikan. Bahan skru biasanya diperbuat daripada keluli aloi berganda atau permukaan yang dirawat khas untuk meningkatkan rintangan haus dan rintangan kakisan untuk mengatasi gas asid HCl yang mungkin dihasilkan semasa pemprosesan PVC. Di samping itu, julat kelajuan skru mesin pengacuan suntikan PVC agak sempit (biasanya 30-70rpm), dan ia boleh dikawal dengan tepat untuk mengelakkan ricih berlebihan yang disebabkan oleh kelajuan terlalu tinggi.
- Pengoptimuman sistem kawalan suhu






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288